 CN
CN info@seacomould.com
info@seacomould.com +86-18969612882
+86-18969612882

Plastic outdoor large trashcan mould maker
Plastic Trash can mould,1. Seaco Mould Company is a professional manufacturer of trash can moulds with different specifications and different models. 2. Trash can mould (including plastic trash can mould, small trash can mould, large trash c....
Send Inquiry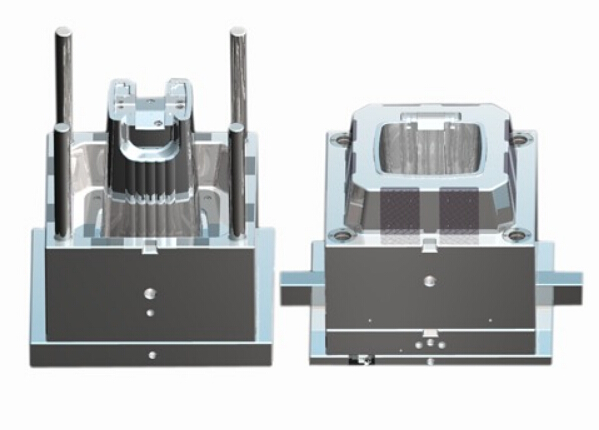

Plastic Trash can mould
1. Seaco Mould Company is a professional manufacturer of trash can moulds with different specifications and different models.
2. Trash can mould (including plastic trash can mould, small trash can mould, large trash can mould, environmentally friendly trash can mould, trash basket mould, household trash can mould, outdoor trash can mould, indoor trash can mould, plastic sanitation waste Bucket Mould, Mobile Trash Can Mould, Trash Basket Mould, Trash Can Mould, 120L Trash Can Mould, 240L Trash Can Mould, 360L Trash Can Mould, Push Trash Can Mould, Automatic Induction Trash Can Mould, 360 Induction Trash Mould Plastic oil barrel mold, plastic barrel mold, etc.) The commonly used mold steels are: 45 #, 40Cr, P20, 2738, 2316, 718, NAK80, S136 and so on. The trash can mold is generally Shanghai Baosteel P20, 45 #. (Shanghai Baosteel P20, 45 # through our company's mold manufacturing process, not only can improve the life of the mold, but also increase the surface gloss of the products injected from the mold, while no flashes / burrs.)
3. Mould design. A good mold structure design is the premise of a qualified mold manufacturing. The company's technology department has 15 professional mold structure designers and product stylist, all have more than 5 years of work experience. All aspects of product structure analysis (including mold stripping slope, product surface microcosm, design of pouring system, design of exhaust system, design of cooling system, etc.) The most important and easiest problems of these molds are mold structure design Repeat the test. Fourth, company equipment seaco Mould Company has a full set of processing equipment, including 8 CNC milling (one high-speed milling, accuracy can reach 0.1mm), three EDM can reach 0.1mm, four fine carving (one of them oblique Degree carving), 3 large drilling machines, 4 wire cutting, one surface grinder can reach 0.02mm, and one milling machine.5.Design of the mold cooling system,.he design of the cooling system is a complicated task, that is, the cooling effect and the uniformity of the cooling must be considered, and the influence of the cooling system on the overall structure of the mold must be considered. The specific location and size of the cooling system must be determined. ; Cooling of key parts such as moving molds or inserts; cooling of side sliders and cores; design of cooling elements and selection of cooling standard elements. Our company began to analyze these series of problems when the mold was designed. The mold uses circulating water to flow in each part of the mold to reduce the cooling time during injection, improve the production efficiency of the product, and greatly reduce the production cost. Sixth, mold maintenance Mold maintenance is more important than mold maintenance. The more times the mold is repaired, the shorter its life; and the better the mold maintenance, the longer its service life. There are three main points for mold maintenance; Daily maintenance of the mold: refueling of various moving parts such as thimble, row position, guide post, guide sleeve,
The cleaning of the mold surface and the drainage of water are maintained daily during mold production. 2. Regular maintenance: Regular maintenance includes cleaning the exhaust trough in addition to daily maintenance, trapped air and black level plus exhaust, and correction of damage and wear parts. 3. Appearance maintenance: the outside of the mold is painted with paint to avoid rust. When the mold is lowered, the fixed mold moving mold should be coated with rust-proof oil. When the mold is stored, it should be closed tightly to prevent dust from entering the cavity.
The technical requirements are as follows:
1. The product molding process, mold structure and manufacturing process are analyzed. Guarantee mold life up to 1 million times.
2. Must design a complete mold structure and processing parts, and put forward assembly requirements and injection process requirements.
3. Causes plastic parts appearance quality defects (such as shrinkage, etc.) or mold structure problems (such as parting surface settings, gate settings, mold life cannot be guaranteed, etc.).
4.Mold appearance: The mold appearance must ensure no module defects such as rust, bumps, and absences.
5. Mould transportation: Mould transportation must be equipped with a locking die, and the packaging is strong and rust-proof.
6. Mold information: When the mold is delivered, a complete set of mold wearing parts and maintenance reference materials must be provided.
The depth of the mold cavity has three effects on the structure and manufacturing of the mold:
1) At present, the machining of mold cavities mostly uses EDM. The deeper the cavity, the longer the processing time, which affects the mold production cycle and increases production costs.
2) The depth of the mold cavity affects the thickness of the mold. The deeper the cavity, the thicker the moving and fixed molds. On the one hand, processing is difficult; on the other hand, various injection machines have certain restrictions on the thickness of the mold, so the cavity depth should not be too large.
3) The deeper the cavity depth, the larger the actual size difference between the upper and lower ends of the same size at the same draft angle, as shown in Figure 2. To control the specified dimensional tolerance, it is necessary to reduce the demolding slope, which makes it difficult to demould the plastic part. Therefore, when selecting the parting surface, the cavity depth should be as shallow as possible.
In summary, there are many factors influencing the selection of the parting surface of the injection mold. The general requirement is to smoothly release the mold, ensure the technical requirements of the plastic part, and simplify the mold structure. After selecting a parting surface plan, there may be some shortcomings, and then other measures are taken to compensate for the existing problems in order to choose a close to the ideal parting surface.
Hot Tags: china mold maker,taizhou,huangyan, suppliers, manufacturers, factory, maker, customized
Related Products


Latest Articles
- Plastic trashcan mould injection process
- Common failure reasons and troubleshooting methods for injection molds
- How long does it take for Plastic Mold Factory to make plastic molds?
- What should be paid attention to when processing plastic molds
- what are the common problem in the plastic mould injection process
- How to check the test of the injection mould




